 ภาษาอังกฤษ
ภาษาอังกฤษ ภาษาสเปน
ภาษาสเปน คุณภาพของแม่พิมพ์เกี่ยวข้องโดยตรงกับคุณภาพ ประสิทธิภาพการผลิต และต้นทุนของผลิตภัณฑ์ ฉันคิดว่าทุกคนจะไม่คัดค้านเรื่องนี้ คุณภาพของแม่พิมพ์จะต้องถูกค้นหาและแก้ไขผ่านการทดสอบแม่พิมพ์ ดังนั้นกระบวนการทดสอบแม่พิมพ์จึงมีความสำคัญมากสำหรับองค์กรการฉีดขึ้นรูป
1. การทดสอบการทำงานแบบแห้งของแม่พิมพ์ - ตรวจสอบการทำงานของแม่พิมพ์
A. การตรวจสอบการเปิดและปิดแม่พิมพ์ภายใต้แรงดันต่ำของแม่พิมพ์
1. แม่พิมพ์เปิดและปิดสามครั้งอย่างรวดเร็ว ปานกลาง และช้า ไม่ว่าจะมีเสียงผิดปกติหรือปรากฏการณ์การบล็อกในระหว่างกระบวนการเปิดและปิด
2. การเปิดและปิดแม่พิมพ์เป็นไปอย่างราบรื่นไม่ว่าจะมีหรือไม่มีการรบกวนก็ตาม
B. การตรวจสอบระบบการดีดตัวของแม่พิมพ์ (ภายใต้แรงดันต่ำ)
1. การดำเนินการดีดออกแบ่งออกเป็นการดีดออกเร็ว ปานกลาง และช้า 3 ครั้ง และตรวจสอบว่ามีปรากฏการณ์ผิดปกติใดๆ หรือไม่
2.หลังจากดีดหมุดอีเจ็คเตอร์ที่เครื่องบินออกแล้ว จะหลวมหรือติดหรือไม่?
3. ไม่ว่าจะติดตั้งปลอกมุมเอียงหรือกระบอกสูบด้วยหมุดกำหนดตำแหน่งเพื่อป้องกันการคลายหรือการหมุน
4. ระบบดีดตัวออก (ไม่ว่าจะมีเสียงดังผิดปกติและสั่นเมื่อดีดตัวพินหรือบล็อกดีดตัวออกหรือไม่
C. การตรวจสอบการรีเซ็ตแม่พิมพ์
1. แม่พิมพ์จะถูกรีเซ็ต 3 ครั้งด้วยความเร็วเร็ว ปานกลาง และช้า เพื่อดูว่าสามารถรีเซ็ตได้หรือไม่ หลังจากรีเซ็ตแล้ว ใบหน้าด้านท้ายของหมุดอีเจ็คเตอร์เฉียงจะต้องไม่สูงกว่า 0.1 มม. ของแม่พิมพ์หรือล้างด้วยแกนแม่พิมพ์
2. ไม่ว่าหมุดอีเจ็คเตอร์จะรบกวนการทำงานของตำแหน่งแถวหรือไม่เมื่ออีเจ็คเตอร์ถูกดีดออกและตัวเลื่อนจะกลับสู่ตำแหน่งเดิมหรือไม่
3. แม่พิมพ์มีอุปกรณ์รีเซ็ตปลอกนิ้ว
ประการที่สอง ทดสอบความสมดุลของช่องในกาว
1. ระดมทุนอย่างต่อเนื่องเพื่อเล่นแม่พิมพ์ 5 ชิ้นและชั่งน้ำหนัก
2. บันทึกน้ำหนักชิ้นเดียวของแต่ละผลิตภัณฑ์ในแต่ละแม่พิมพ์
3. ลดปริมาณการฉีดและเติมตัวอย่าง 20%, 50% และ 90% ใน 3 แม่พิมพ์
4. ชั่งน้ำหนักและบันทึกน้ำหนักของผลิตภัณฑ์แต่ละอย่างข้างต้น
5. หากความแตกต่างระหว่างน้ำหนักสูงสุดและน้ำหนักขั้นต่ำของผลิตภัณฑ์น้อยกว่า 2% ก็ถือว่ายอมรับได้ หากเป็นแม่พิมพ์แบบช่องเดียว จำเป็นต้องทดสอบความสมดุลของการฉีดด้วย
3. วิธีกำหนดเวลาการทำความเย็นที่เหมาะสมที่สุด
1. เมื่อ การฉีดขึ้นรูป สภาพกระบวนการมีความเหมาะสม หลังจากที่ผลิตภัณฑ์เต็มแล้ว ให้ประมาณเวลาการทำความเย็น เลือกเวลาการทำความเย็นที่นานขึ้น ทำให้ผลิตภัณฑ์เย็นสนิท ทำแม่พิมพ์ 3 แบบ และวัดขนาด
2. ควรวัดขนาดของผลิตภัณฑ์ที่ฉีดในแต่ละเวลาในการทำความเย็นหลังจากที่ชิ้นส่วนพลาสติกเย็นลงจนสุดประมาณ 15 นาที
3. พื้นฐานในการกำหนดเวลาการทำความเย็นที่เหมาะสมโดยคำนึงถึงความเสถียรของมิติของผลิตภัณฑ์
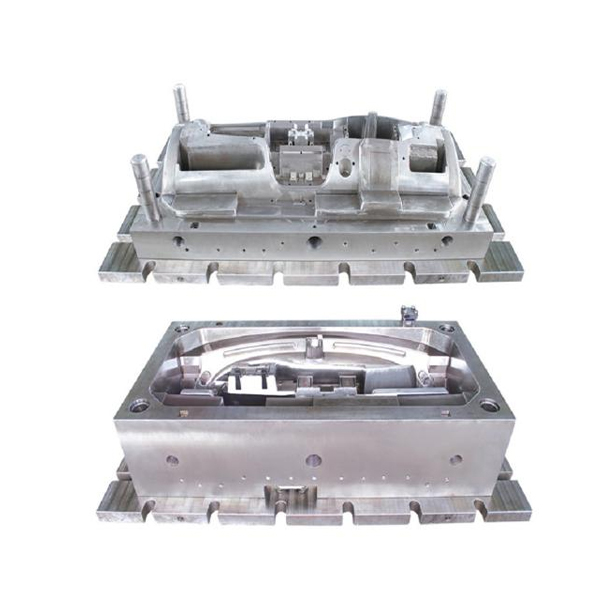
1. แม่พิมพ์กันชนรถยนต์ใช้โครงสร้างเส้นแยกภายใน
2. รูปร่างของแม่พิมพ์ไม่มีแฟลชและไม่มีรอยเชื่อม




.jpg "แม่พิมพ์ตะกร้าเก็บรายวัน (ใหญ่)")
.jpg "แม่พิมพ์ตะกร้าเก็บของ (เล็ก)")





